








최초의 유리 엣지 연삭 타겟
1. 유리 가장자리 연삭은 절단 중에 생성된 날카로운 모서리와 모서리를 갈아서 사용 중 부상을 방지할 수 있습니다.
2. 절단으로 인해 유리 가장자리에 작은 균열과 미세 균열이 형성되어 국부적인 응력 집중을 제거하고 유리의 강도를 높입니다.
3. 유리의 가장자리를 다듬으면 유리의 기하학적 구조와 크기 공차가 유리의 요구 사항을 충족합니다.
4. 유리 가장자리에 대해 다양한 등급의 품질 처리, 즉 거친 가장자리 연삭, 미세한 가장자리 연삭 및 연마를 수행합니다.
5. 유리 조립이 필요합니다.
요약: 사용 안전성, 제품 안전성, 제품 외관 등급 요구 사항.
가공 크기에 적합한 두 번째 유리 연삭 모서리
1. 최소 가공 폭은 50mm입니다.
2. 최대 가공 폭은 6000mm입니다.
위의 데이터는 현재 국내 장비에 따라 결정됩니다.
유리 연삭 모서리의 세 번째 분류
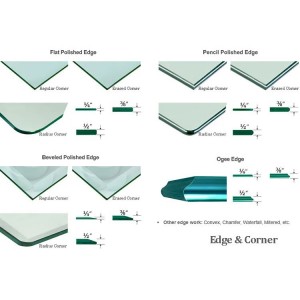
유리 기하학에 따른 분류
1. 직선 모서리(T자형 모서리라고도 함)는 평평합니다.
2. 둥근 모서리(C 모양 모서리, 연필 모서리라고도 함)(C 모양 모서리라고도 함)
3. 베벨 에지
4. 오지 엣지
가공기술에 따른 분류
가공기술에 따른 분류
1. 솔기 가장자리
2. 가.모따기 대상
안전 요구 사항 처리
자기 폭발을 완화할 필요성을 줄입니다.
비.유리 모따기 공정
연삭에 의해 결정되며 일반적인 상황에서 모따기 폭은 1 또는 2mm이고 유리 표면의 각도와 각도는 45°입니다.
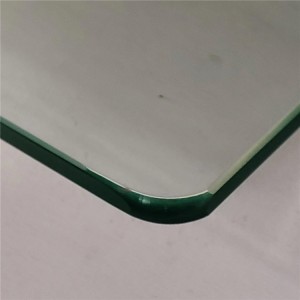
3. 거친 접지 가장자리(유럽 표준 명칭) 가장자리에 흰색 반점이 보입니다.
거친 연삭 둥근 모서리 거친 연삭 직선 모서리
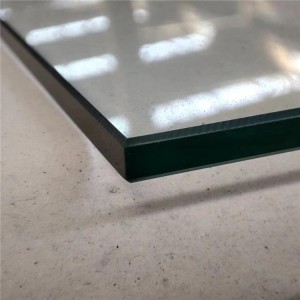
4. 매끄러운 접지 가장자리(유럽 표준 이름) 가장자리에 흰색 반점이 없습니다.
둥근 모서리 미세 연삭 직선 모서리 미세 연삭
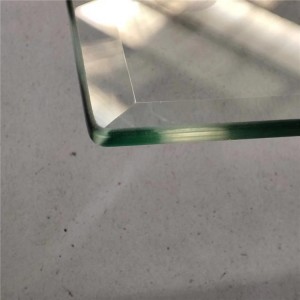
5. 연마된 가장자리(유럽 표준 이름), 연마는 미세 연삭을 기준으로 처리되며, 공장 거친 연삭 가장자리는 연마된 것으로 추정되지 않습니다.
광택 있는 둥근 모서리 광택 있는 직선 모서리
1) 유리의 거칠고 미세한 테두리
유리 미세 연삭 에지: 미세 연삭 에지는 미세 연삭 에지라고도 하며 일반적으로 다양한 요구 사항에 따라 점진적인 미세 연삭 에지를 위한 다양한 휠 세트를 통해 완료하기 위해 대형 및 중형 유리 에지 연삭기를 사용합니다. 다른 메쉬 연삭 휠.거친 연삭 후 다이아몬드 휠의 미세한 연삭 가장자리는 연마 휠 연마 처리를 거쳐 투명하고 고휘도로 연마된 유리 가장자리를 유리 바 또는 유리 가장자리 외부에 노출시키려면 미세한 연삭 가장자리를 사용해야 합니다.미세 연삭 모서리는 거친 연삭 후 연마되므로 가공 비용이 상대적으로 비싸고 가공 속도가 느립니다.때로는 연마 효과를 보장하기 위해 가장자리를 두 번 연마해야 합니다.
유리 거친 가장자리 연삭: 거친 가장자리 연삭은 가장자리 연삭, 모따기, 가장자리에 고르지 않은 연삭 현상이 허용되는 경우에만 1-3 다이아몬드 휠을 사용합니다.일반적으로 거친 연삭 가장자리는 수동 연삭입니다.
게시 시간: 2023년 2월 27일





